




外注・調達先情報PR
車載部品、自動車関連技術、ソリューションのご紹介ページです。
各製品についての資料請求、見積依頼はページ内のフォームからお問い合わせください。
※お問い合わせにはログインが必要です。ログインはこちらから
カテゴリー一覧
表面処理装置

日本プラズマトリート株式会社
Openair-Plasma® プラズマジェネレーター / プラズマシステムの集中制御・管理。
高性能Openair-Plasma® 大気圧プラズマ発生装置システムをジェネレータで操作、幅広い監視、診断、サービス機能を搭載。プラズマジェットノズル内の圧力、電流、電圧や周波数の内蔵アナログ監視とプラズマコントロールにより、高いプラズマ安全性を達成します。タッチパネルでジェネレーターの操作が一目でわかるように表示され、上層・下層コントロールにリンクしています。

日本プラズマトリート株式会社
Openair-Plasma® 大気圧プラズマ表面処理装置 ジェットノズル
Openair-Plasma®大気圧プラズマ表面処理装置は、ジェットノズルで表面処理を行います。ノズルに供給されたワーキングガスに高電圧をかけ放電させることで、エネルギー値の高い大気圧プラズマが発生します。プラズマ化した気体をノズルヘッドから高速で処理材料表面に照射することにより、表面が洗浄され、改質されます。

タクボエンジニアリング株式会社
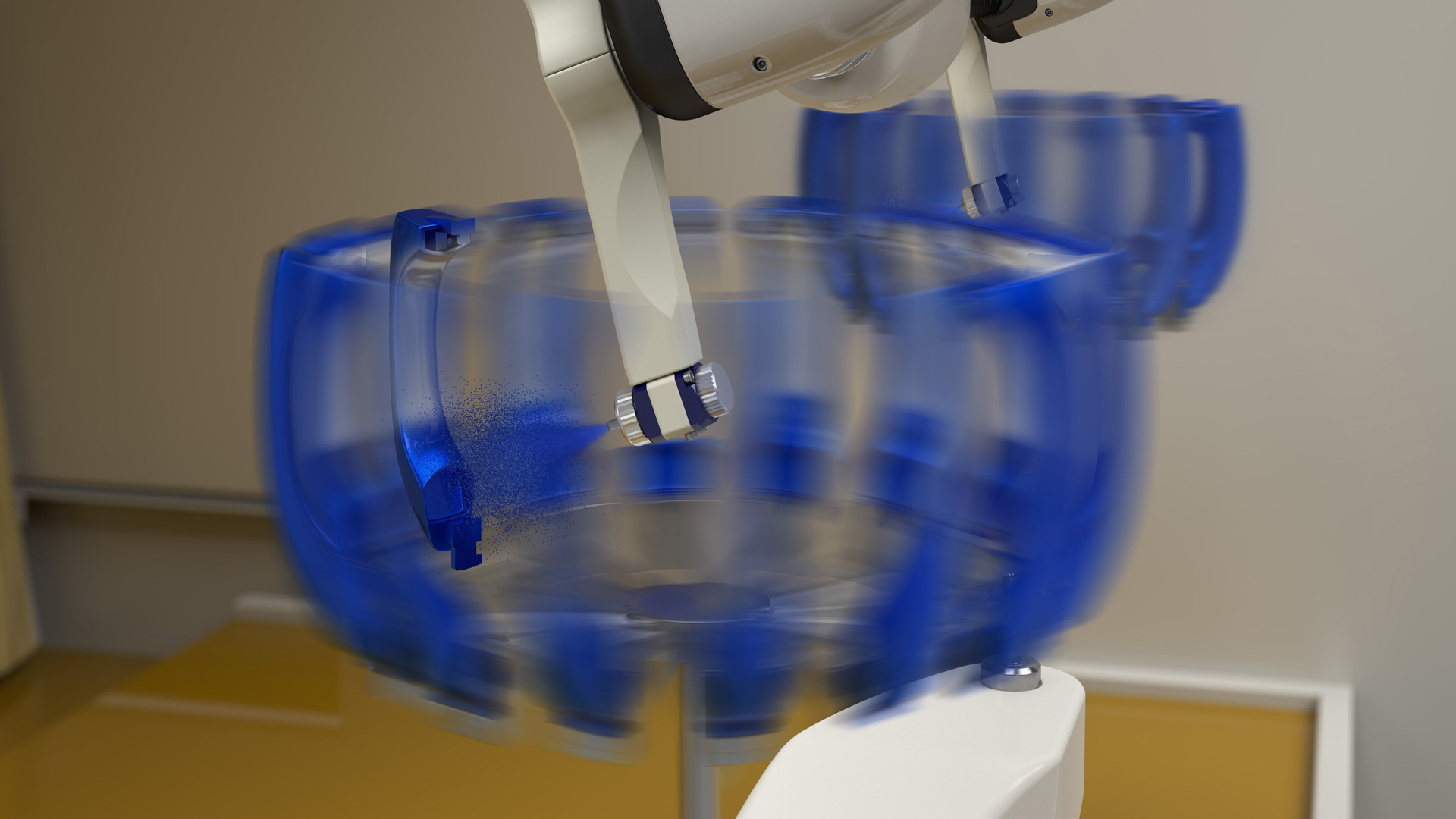
ドアミラー塗装用 ロボットシステム 「ラインダンサー」
塗装専用ロボットシステム「ラインダンサー」
吊り下げ式ロボットを独自開発。さらに、回転塗装技術「Rの技術」を独自開発し、ロボットに採用。回転機構付き搬送装置と吊り下げ式ロボットアームを組み合わせ、スプレーガン、コントローラ、塗料供給装置など塗装に必要な周辺機器をパッケージ化。高度な制御システムでロボットにおける塗装専用システムが完成。
塗装条件やティーチングデータに至るまで、塗装を管理可能にする管理機能を充実。ドアミラー、ヘッドライトなどの自動車外装部品からコンソール、カーナビ、メーターパネル、スイッチボタンなど自動車内装部品などの様々なワークの塗装に最適化された塗装ロボットシステムです。
独自開発の回転塗装技術「Rの技術」を基本とし専用回転治具にワークを取り付けて、ワークを正逆回転させてロボットが塗装します。薄膜多重塗装が品質はもとより、専用ソフトウエアにて、ティーチングデータ、条件設定ほか、塗料消費量、生産量、エネルギーコスト塔をデジタル管理。塗装に潜む数々の問題を総合的に解決します。
吊り下げ式ロボットを独自開発。さらに、回転塗装技術「Rの技術」を独自開発し、ロボットに採用。回転機構付き搬送装置と吊り下げ式ロボットアームを組み合わせ、スプレーガン、コントローラ、塗料供給装置など塗装に必要な周辺機器をパッケージ化。高度な制御システムでロボットにおける塗装専用システムが完成。
塗装条件やティーチングデータに至るまで、塗装を管理可能にする管理機能を充実。ドアミラー、ヘッドライトなどの自動車外装部品からコンソール、カーナビ、メーターパネル、スイッチボタンなど自動車内装部品などの様々なワークの塗装に最適化された塗装ロボットシステムです。
独自開発の回転塗装技術「Rの技術」を基本とし専用回転治具にワークを取り付けて、ワークを正逆回転させてロボットが塗装します。薄膜多重塗装が品質はもとより、専用ソフトウエアにて、ティーチングデータ、条件設定ほか、塗料消費量、生産量、エネルギーコスト塔をデジタル管理。塗装に潜む数々の問題を総合的に解決します。
タクボエンジニアリング株式会社
ドアハンドル 塗装ロボット 「スワン ターレットガン 」
塗装専用に開発された塗装ロボットシステムシリーズの少量多品種対応、自立型塗装ロボットシステム「スワンpro」。
4軸ロボットと回転装置付き搬送装置「Wターン」を合体させた、回転塗装「Rの技術」専用ロボットシステム。
ドアハンドル専用にカスタマイズされた塗装ロボットスワンは、回転治具に配置されたワークの内側まで塗装を可能にする独自開発のガンアタッチメントターレットガンを装備。また、3コートまで対応可能。
ドアハンドルを効率よく高品位にしかも塗料使用量を削減し、総合エネルギーコストを減らし環境に対応した塗装ロボットシステムです。
4軸ロボットと回転装置付き搬送装置「Wターン」を合体させた、回転塗装「Rの技術」専用ロボットシステム。
ドアハンドル専用にカスタマイズされた塗装ロボットスワンは、回転治具に配置されたワークの内側まで塗装を可能にする独自開発のガンアタッチメントターレットガンを装備。また、3コートまで対応可能。
ドアハンドルを効率よく高品位にしかも塗料使用量を削減し、総合エネルギーコストを減らし環境に対応した塗装ロボットシステムです。
日本プラズマトリート株式会社
AntiCorr®コーティング:防錆ナノコーティング
大気圧プラズマの高エネルギーを応用する事で、通常気圧下で材料表面に薄いコーティング膜 (20 - 500nm) を生成する事が可能です。AntiCorr®コーティングは、大気圧プラズマによってさまざまな金属に塗布が可能な腐食防止コーティングです。マスキングなしで部分コーティングができ、防食に特化した大気圧下の加工技術です。
日新電機株式会社
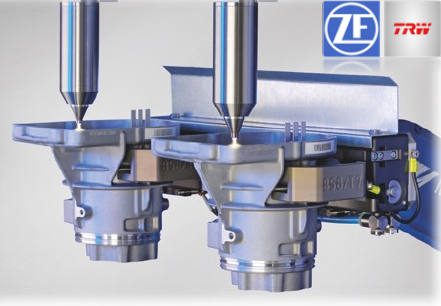
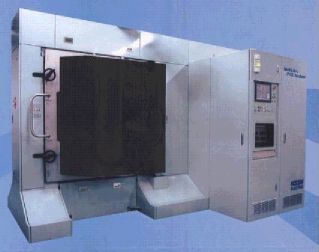
マルチアークPVD装置
日新電機株式会社は、1984年からアーク式PVD装置の開発・製造・販売を行っております。当社装置では、スムースコーティング技術によってドロップレット(*1)を大幅に低減できることが大きな特長です。近年急速に拡大しつつある自動車部品・工具・金型などへのコーティング適用にお応えし、性能向上に貢献しております。 また、海外では受託コーティングサービス事業も行っており、タイ(バンコク近郊)に加えて、2005年6月より中国 (江蘇省 無錫市)での操業を予定しています。 (*1)ドロップレット 陰極の金属が蒸発・イオン化する時に放出される、直径数?数十μmの金属粒子
http://www.nissin.co.jp/product/08/0101_index.html
http://www.nissin.co.jp/product/08/0101_index.html
日新電機株式会社
マルチアークPVD装置
日新電機株式会社は、1984年からアーク式PVD装置の開発・製造・販売を行っております。
当社装置では、スムースコーティング技術によってドロップレット(*1)を大幅に低減できることが大きな特長です。
近年急速に拡大しつつある自動車部品・工具・金型などへのコーティング適用にお応えし、性能向上に貢献しております。
また、海外では受託コーティングサービス事業も行っており、タイ(バンコク近郊)に加えて、2005年6月より中国 (江蘇省 無錫市)での操業を予定しています。
(*1)ドロップレット 陰極の金属が蒸発・イオン化する時に放出される、直径数~数十μmの金属粒子
当社装置では、スムースコーティング技術によってドロップレット(*1)を大幅に低減できることが大きな特長です。
近年急速に拡大しつつある自動車部品・工具・金型などへのコーティング適用にお応えし、性能向上に貢献しております。
また、海外では受託コーティングサービス事業も行っており、タイ(バンコク近郊)に加えて、2005年6月より中国 (江蘇省 無錫市)での操業を予定しています。
(*1)ドロップレット 陰極の金属が蒸発・イオン化する時に放出される、直径数~数十μmの金属粒子
 日本
日本 米国
米国 メキシコ
メキシコ ドイツ
ドイツ 中国 (上海)
中国 (上海) タイ
タイ インド
インド