




外注・調達先情報PR
車載部品、自動車関連技術、ソリューションのご紹介ページです。
各製品についての資料請求、見積依頼はページ内のフォームからお問い合わせください。
※お問い合わせにはログインが必要です。ログインはこちらから
表面処理(その他)
日本プラズマトリート株式会社
大気圧プラズマ表面処理装置 ‐ 高品質バッテリーの前処理
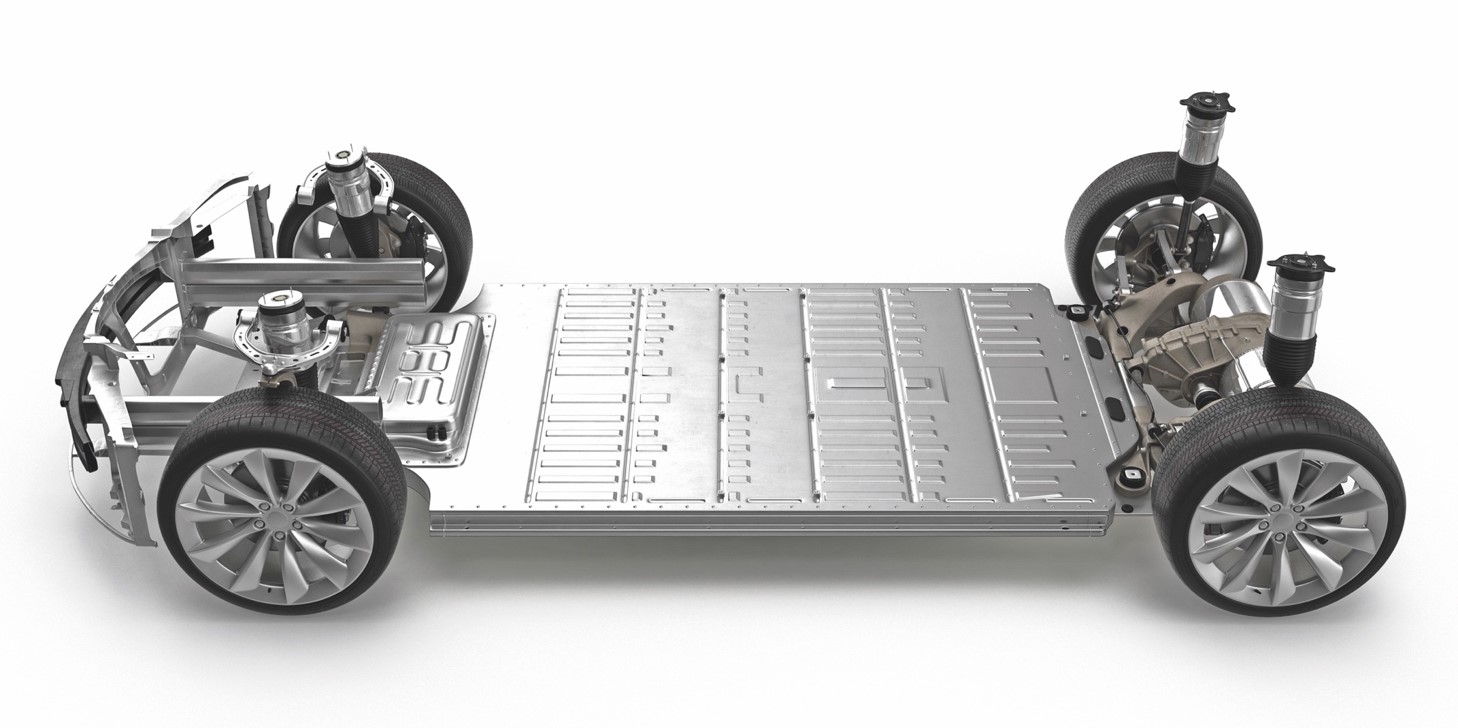
EV/FCVの利用拡大に伴う、新型駆動・貯蔵システム開発において、効率性に優れた駆動モーター(電気モーター)の能力を高め、エネルギー貯蔵システム(バッテリー、燃料電池)の軽量化・効率化を図ることが重要となります。
高性能システムを製造するためには、革新的な複合材を開発しなければならず、使用する材料の表面には、機能化処理を選択的に施さなければなりません。
大気圧プラズマ表面処理Openair-Plasma®プラズマ活性化とPlasmaPlus® 機能性コーティングを組み合わせた弊社独自のプロセスを利用すれば、シール性の確保、防錆性の向上などをはじめとした様々な効果に対して、優れた成果をあげることができます。
Openair-Plasma®技術は簡単に応用することが可能であり、機能性コーティングにより新たな特性を生み出すことが可能であることから、機能化処理を行う上で、最も適した技術であると言えます。
高性能システムを製造するためには、革新的な複合材を開発しなければならず、使用する材料の表面には、機能化処理を選択的に施さなければなりません。
大気圧プラズマ表面処理Openair-Plasma®プラズマ活性化とPlasmaPlus® 機能性コーティングを組み合わせた弊社独自のプロセスを利用すれば、シール性の確保、防錆性の向上などをはじめとした様々な効果に対して、優れた成果をあげることができます。
Openair-Plasma®技術は簡単に応用することが可能であり、機能性コーティングにより新たな特性を生み出すことが可能であることから、機能化処理を行う上で、最も適した技術であると言えます。
株式会社ニデック
高硬度・高耐擦傷性のハードコート剤 Acier(アシェル)
自動車業界は排ガス規制への対応が急がれています。燃費向上を実現するためには車体の軽量化が重要な課題となっています。車載ディスプレイの保護パネルや窓材などは重量のあるガラスに代わり、重量の軽い樹脂部材に切り替わってきております。
樹脂部材は軽い以外にも割れにくいため安全性が高く、加工性が高いため優れた意匠性を実現できるといった長所がある反面、表面が柔らかく傷が付きやすく汚れが付きやすいという短所があります。
弊社のAcierは高硬度且つ防汚性に優れた透明性の高いハードコート剤であり、キズに弱い樹脂部材には最適なコート剤となります。またUV硬化であるためリードタイム短縮も図ることができます。
ハードコート液販売、ハードコート付き材料の販売から受託塗工まで承ります。
車載樹脂部材の検討の際は、是非Acierもご検討ください。
◆Acierのその他優位性
・ハイブリッドハードコートはナノ粒子(無機成分)を含有
・粒子の表面を化学修飾することによって、無機成分と樹脂部分(有機成分)との間で結合を持たせることが特徴
・UV硬化後、粒子と樹脂が化学的に結びつき、高い表面硬度、耐擦傷性に優れたハードコートとなる
・ナノ粒子を安定的に分散する事が重要なポイント
参考HP
http://www.nidek.co.jp/products/coating_company/coating_others_list/hybrid/acier.html
樹脂部材は軽い以外にも割れにくいため安全性が高く、加工性が高いため優れた意匠性を実現できるといった長所がある反面、表面が柔らかく傷が付きやすく汚れが付きやすいという短所があります。
弊社のAcierは高硬度且つ防汚性に優れた透明性の高いハードコート剤であり、キズに弱い樹脂部材には最適なコート剤となります。またUV硬化であるためリードタイム短縮も図ることができます。
ハードコート液販売、ハードコート付き材料の販売から受託塗工まで承ります。
車載樹脂部材の検討の際は、是非Acierもご検討ください。
◆Acierのその他優位性
・ハイブリッドハードコートはナノ粒子(無機成分)を含有
・粒子の表面を化学修飾することによって、無機成分と樹脂部分(有機成分)との間で結合を持たせることが特徴
・UV硬化後、粒子と樹脂が化学的に結びつき、高い表面硬度、耐擦傷性に優れたハードコートとなる
・ナノ粒子を安定的に分散する事が重要なポイント
参考HP
http://www.nidek.co.jp/products/coating_company/coating_others_list/hybrid/acier.html
株式会社ニデック
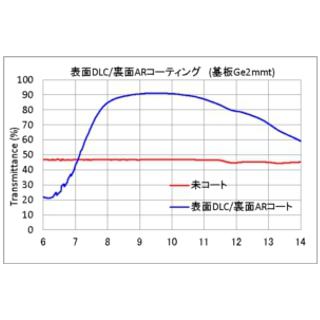
ナイトビジョン(赤外線カメラ)用レンズ、窓材へのDLCコート +赤外線反射防止コート加工
自動車の夜間走行時に使用されているナイトビジョンカメラや屋外で使用される赤外線カメラは、砂塵等によりキズが入ると画像に悪影響が生じるため、キズ防止のための保護コートが必須となります。またカメラに使用されるレンズや窓材料は、未コートでは透過率が低くなるため反射防止コートによる透過率向上も必須となっています。
弊社では、ナイトビジョン等の赤外線カメラのレンズや窓材料に対してDLCコートと反射防止コートを加工することができます。光学性能・耐久性については、お客様のご要望に応じて最適な設計を提案しますので、お気軽にお問合せください。
参考HP
http://www.nidek.co.jp/products/coating_company/opticalfilter_list/sekigai_dlc/entry-2299.html
弊社では、ナイトビジョン等の赤外線カメラのレンズや窓材料に対してDLCコートと反射防止コートを加工することができます。光学性能・耐久性については、お客様のご要望に応じて最適な設計を提案しますので、お気軽にお問合せください。
参考HP
http://www.nidek.co.jp/products/coating_company/opticalfilter_list/sekigai_dlc/entry-2299.html

株式会社ニデック
大型DIPハードコート+ARコート加工
車載ディスプレイに組み込まれる樹脂成形品には擦傷性、防汚性向上のほか、視認性に優れた反射防止機能が求められます。
弊社は、高硬度・高耐擦傷性・防汚性に優れたUV硬化型ハードコート剤”Acier”(アシェル)を大型DIP装置により樹脂成形品に塗工できます。また大型真空蒸着装置により樹脂成形品の表面に反射防止膜(AR)を施すことができます。
各種コーティングは、お客様の仕様に応じて最適な設計を行いますので、お気軽にお問い合わせ下さい。
弊社は、高硬度・高耐擦傷性・防汚性に優れたUV硬化型ハードコート剤”Acier”(アシェル)を大型DIP装置により樹脂成形品に塗工できます。また大型真空蒸着装置により樹脂成形品の表面に反射防止膜(AR)を施すことができます。
各種コーティングは、お客様の仕様に応じて最適な設計を行いますので、お気軽にお問い合わせ下さい。
日本プラズマトリート株式会社
大気圧プラズマ 表面処理 - 精密電子機器
自動車業界では、細かく調整ができる安定したプロセスを利用しています。これが高品質を安定して実現する基本的な前提条件となります。また、複雑な形状の部品を生産する際の主な製造パラメータとしては、耐久性に優れた接着剤と新素材の使用があげられます。Openair-Plasma®は、他の前処理技術では達成が不可能な自動車業界の厳しい要件を満たす技術です。そのため、大手メーカーのさまざまな製造プロセスにおいて、確立された技術となっています。

日本プラズマトリート株式会社
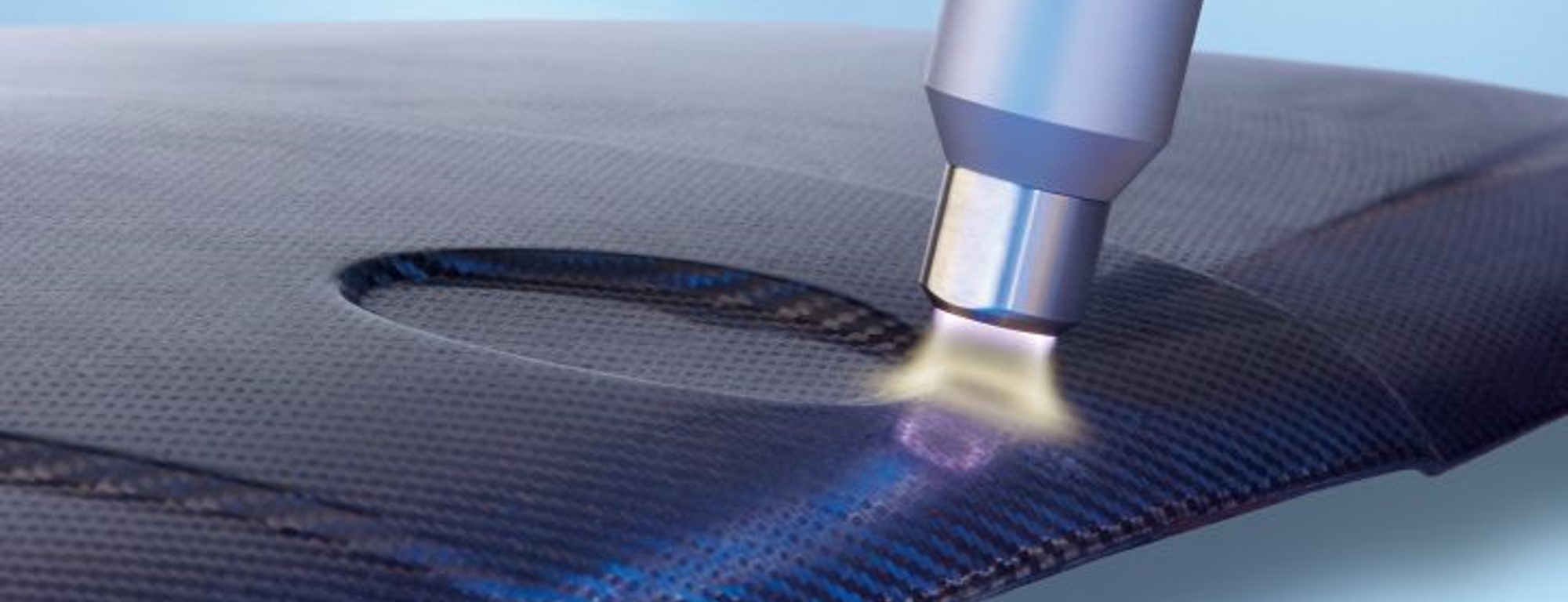
大気圧プラズマ 表面処理 - プラスチックの接着
Openair-Plasma®によるプラスチックの接着。接着困難な材料表面への信頼性の高い、長期間安定した接着を実現します。 ポリプロピレン(PP)やポリエーテル・エーテル・ケトン(PEEK)、ポリオキシメチレン(POM)をはじめとする材料の多くは、プラズマ前処理を施さない限り、ほとんど、あるいは全く接合することができません。Openair-Plasma®処理を利用して、表面改質処理と同時に超微細クリーニングを施すことにより、接合する表面の接着機能・接合強度を改善することができます。
日本プラズマトリート株式会社
プラズマテクノロジー 表面活性化
Openair-Plasma®システムによる、大気圧プラズマ表面処理で、プラスチック、金属、繊維、ガラス、リサイクル材、複合材の表面改質処理を、極めて効率的に行うことができます。プラズマ活性化により目標とする表面エネルギーを定め、必要な個所を選択的かつ正確に活性化することが可能です。それにより、表面の濡れ性を大幅に改善することができます。
東洋炭素株式会社
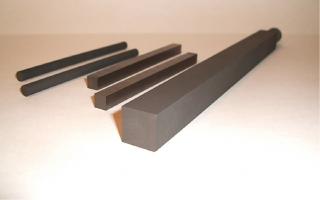
機能性Metal-DLC(Diamond Like Carbon)膜のターゲット材 金属-炭素複合材料KLASTA-MATE(R)
金属-炭素複合材料 KLASTA MATE(R)は、炭素材料中に金属粒子が均一に分散した構造を有しています。
この特長より、Metal-DLCを成膜する際、従来は炭素と金属の2つのターゲットが必要でしたが、KLASTA MATE(R)を使用することで、1つのターゲットによる成膜が可能となります。
またKLASTA MATE(R)は金属粒子が均一に分散した構造であること、また金属種の濃度のコントロールが可能なことから、高品質なMetal-DLCを実現します。
※開発品であることから、量産対応に時間をいただく場合があります。
この特長より、Metal-DLCを成膜する際、従来は炭素と金属の2つのターゲットが必要でしたが、KLASTA MATE(R)を使用することで、1つのターゲットによる成膜が可能となります。
またKLASTA MATE(R)は金属粒子が均一に分散した構造であること、また金属種の濃度のコントロールが可能なことから、高品質なMetal-DLCを実現します。
※開発品であることから、量産対応に時間をいただく場合があります。

株式会社ニックス
【NIXプロテクター】自動車部品生産時(めっき時・搬送時・組立時等)に発生するキズ・打痕不具合を解消する
シール機能を必要とする車輌配管端末部
各部品配管中継部位において、めっき工程を含む量産工程・搬送時に発生する
可能性のある傷・打痕不具合を防ぐプロテクターです。
各部品配管中継部位において、めっき工程を含む量産工程・搬送時に発生する
可能性のある傷・打痕不具合を防ぐプロテクターです。
 日本
日本 米国
米国 メキシコ
メキシコ ドイツ
ドイツ 中国 (上海)
中国 (上海) タイ
タイ インド
インド