




Archives of Past Exhibits:Aisin Takaoka
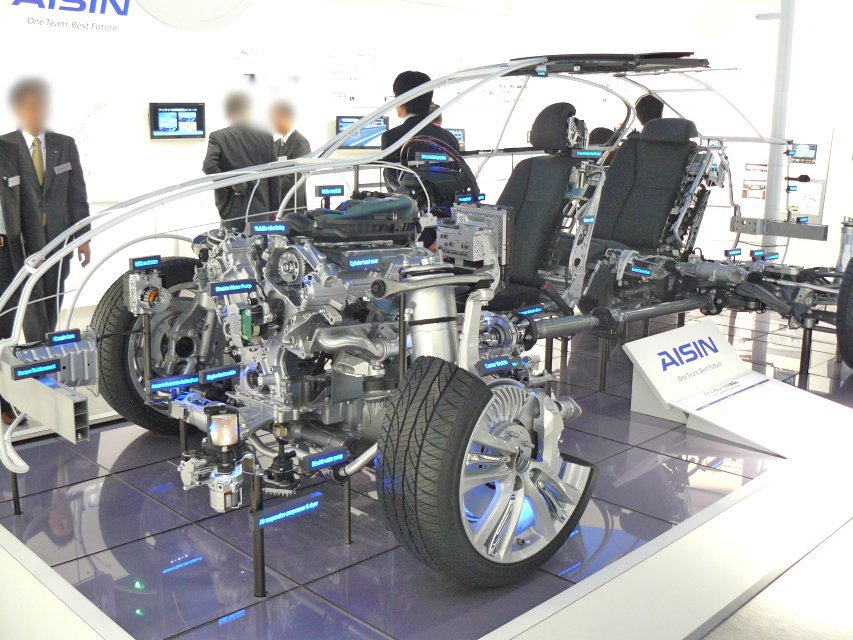
Tokyo Motor Show 2015
Hot end module for diesel engines
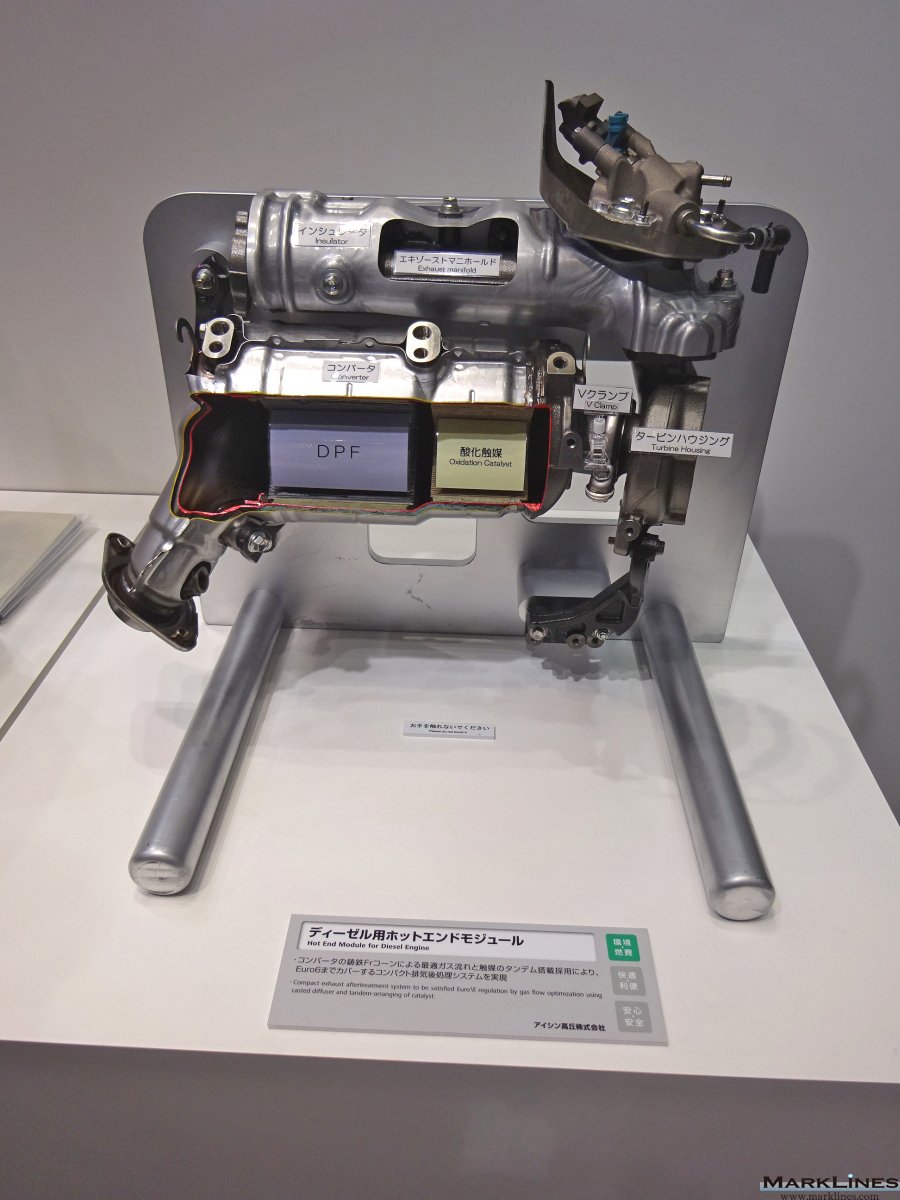 -Compact exhaust aftertreatment system to be satisfied Euro6 regulation.
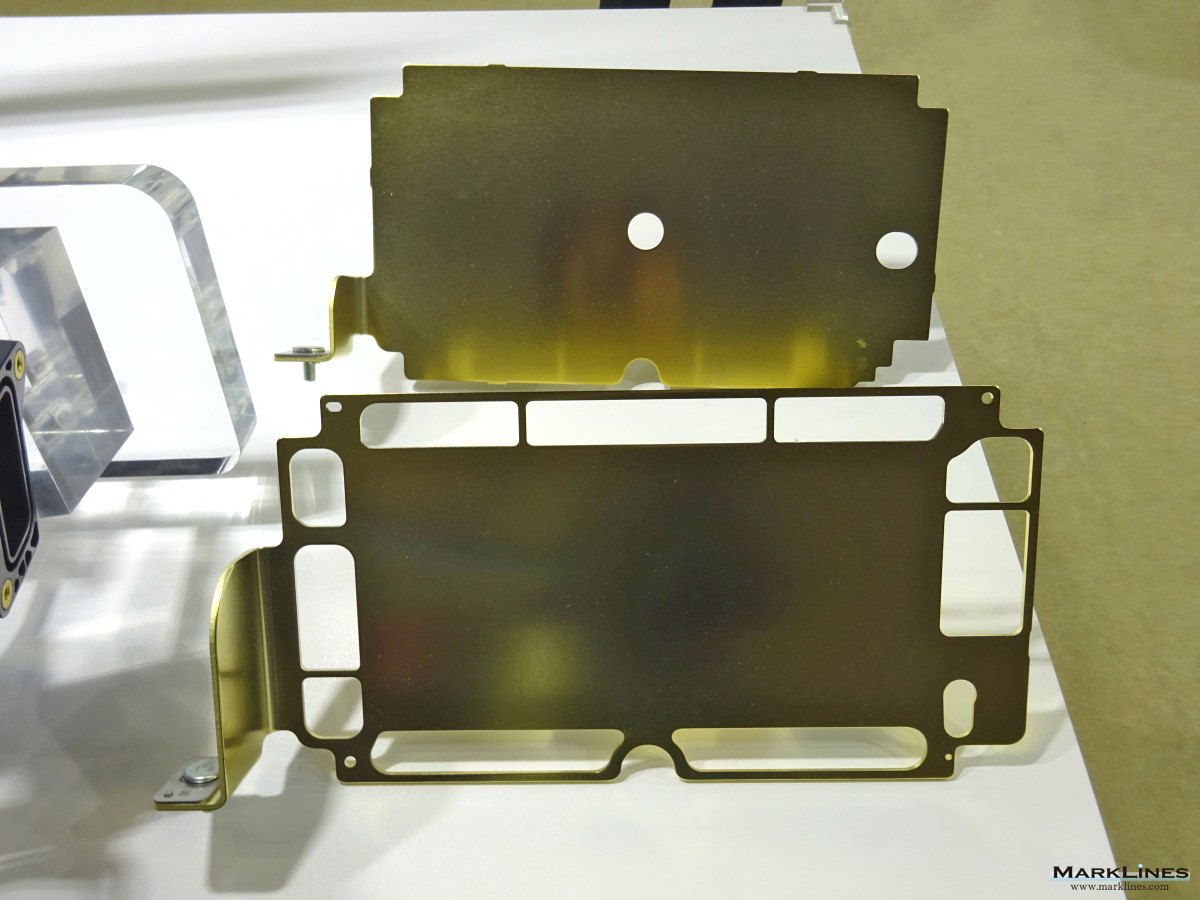
-Compact exhaust aftertreatment system to be satisfied Euro6 regulation.Lightweight door impact beam
 Exhibited as the part of Aisin Group
Exhibited as the part of Aisin Group2015 JSAE Automotive Engineering Exposition
 Installed vehicle: Toyota "MIRAI"
Installed vehicle: Toyota "MIRAI"

Air Valve Module
 First-time Exhibit Product of Aisin Seiki
First-time Exhibit Product of Aisin Seiki

Plate FC Terminal
 Product of Aisin Takaoka Exhibited as the part of Aisin Group
Product of Aisin Takaoka Exhibited as the part of Aisin GroupDelhi Auto Expo 2014
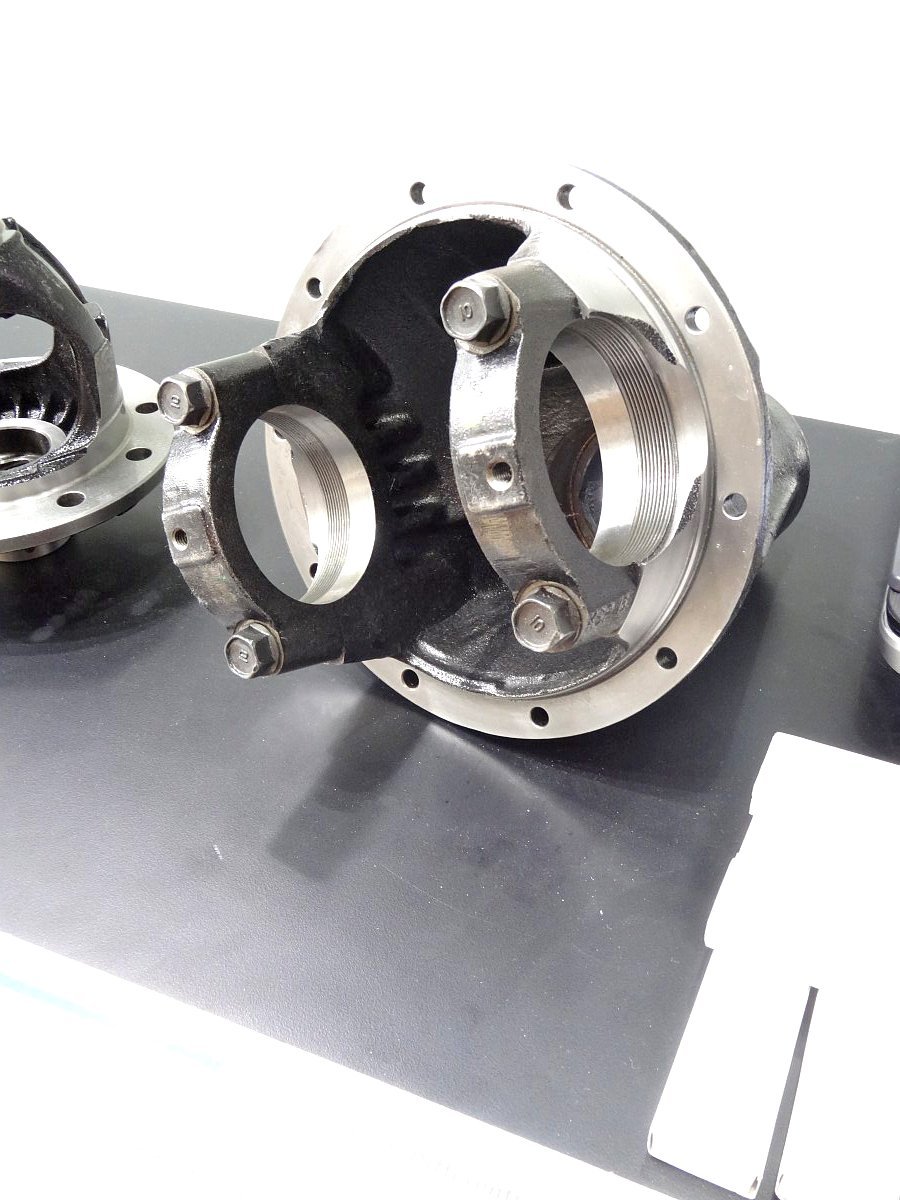
Steering knuckle and differential case





Tokyo Motor Show 2013
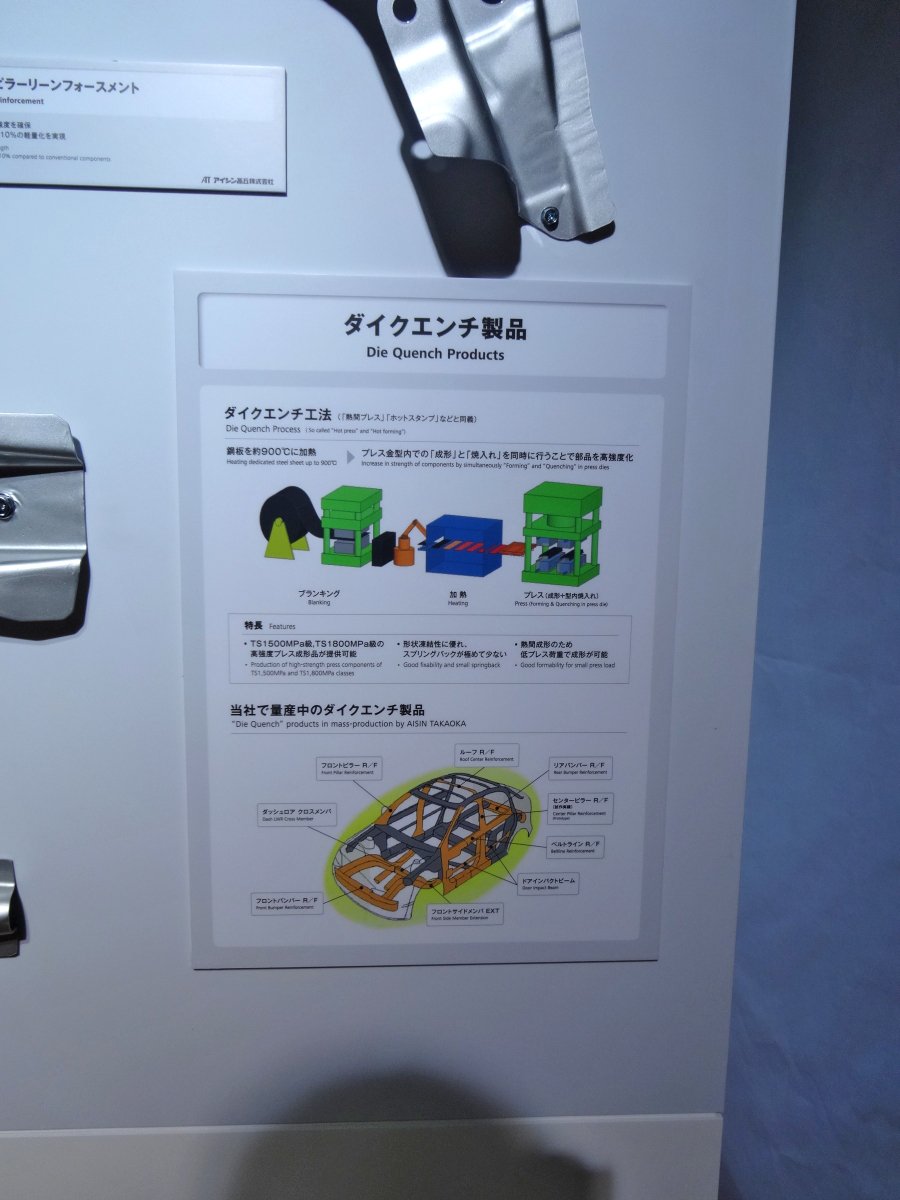
Die Quench Process
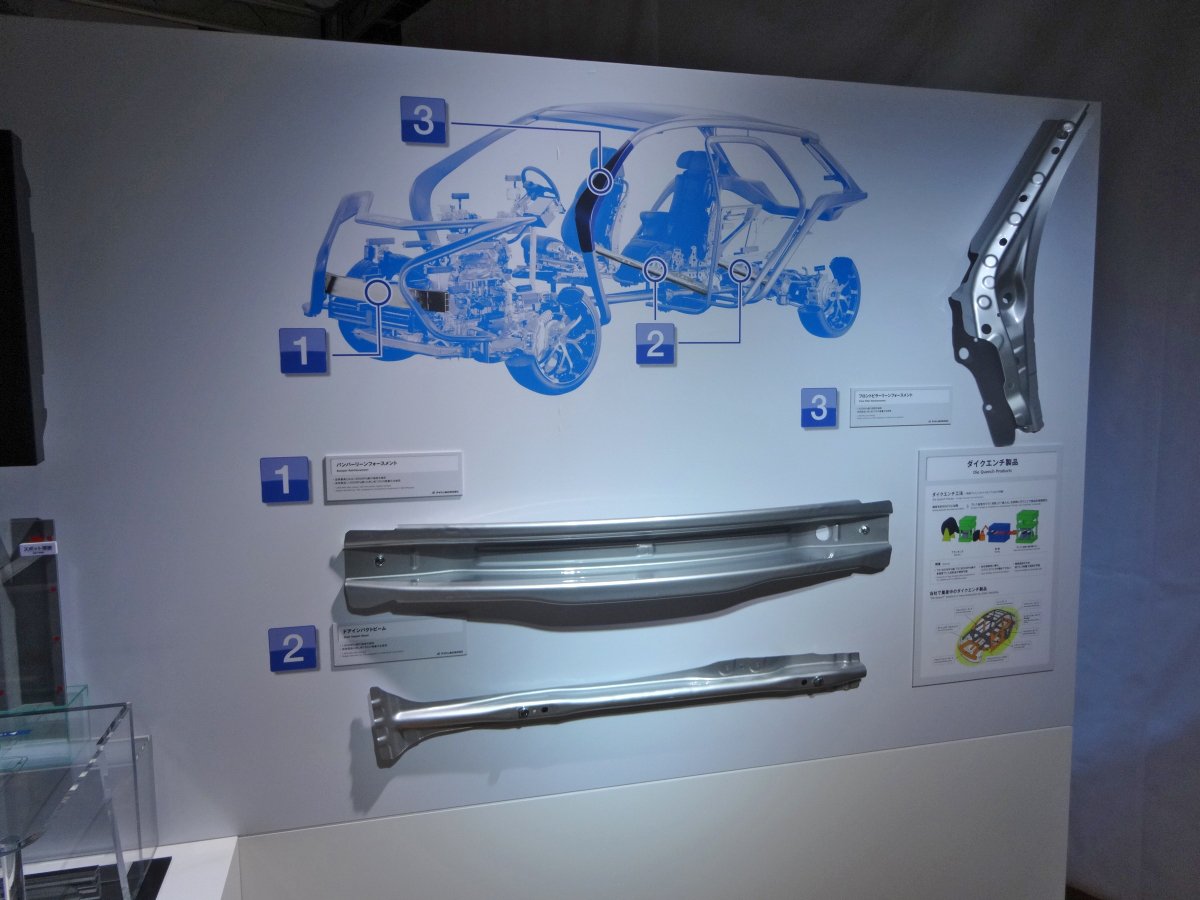 Installed Vehicle: Mazda "CX-5" (Bumper reinforcements) Lexus "IS C" (A pillar reinforcements)
Installed Vehicle: Mazda "CX-5" (Bumper reinforcements) Lexus "IS C" (A pillar reinforcements)



2012 Guangzhou International Auto Parts & Accessories Exhibition
Takaoka Lioho

Brake disc rotor

Turbine housing

Mounting

Disc brake caliper

Oil pump cover

Oil pump body abd differential case

Exhaust manifold

Tokyo Motor Show 2011
Front pillar reinforcement
 Installed vehicles: Lexus "IS350C", "IS250C"
Installed vehicles: Lexus "IS350C", "IS250C"
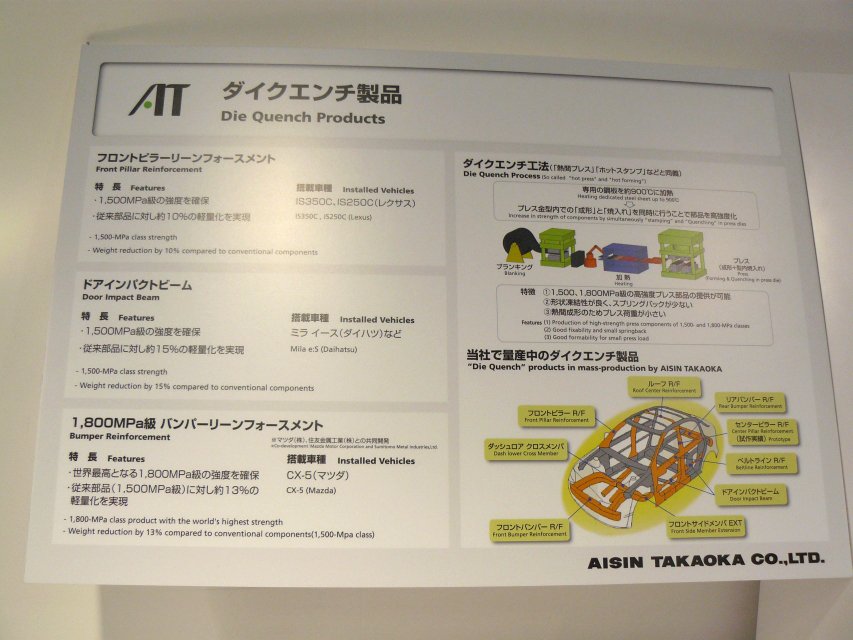
Door impact beam
 Installed vehicles: Daihatsu "Mira e:S"
Installed vehicles: Daihatsu "Mira e:S"
Bumper reinforcement
 Installed vehicles: Mazda "CX-5"
Installed vehicles: Mazda "CX-5"
Product Lineup of AISIN Group
JSAE 2007
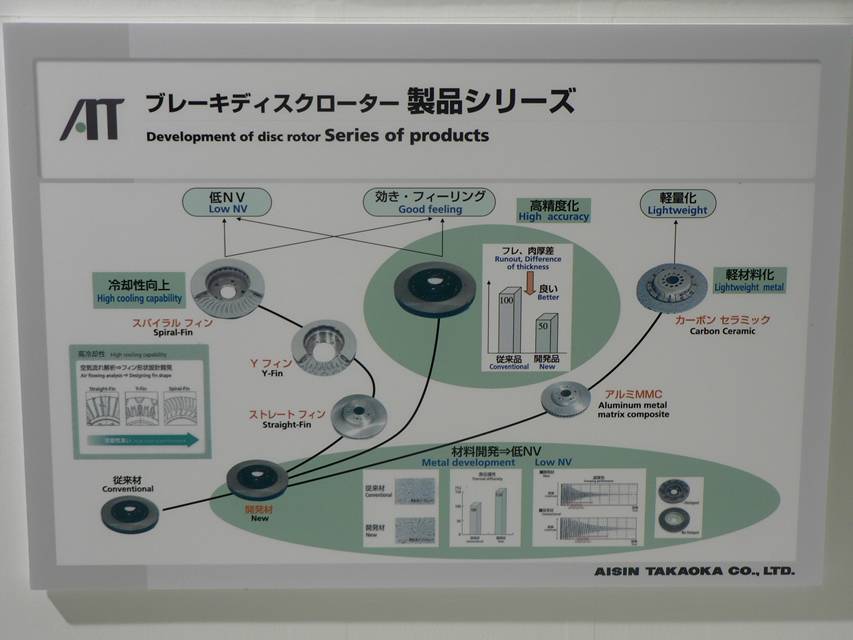
| Development of disc rotor - Series of products | |||
 |
|||
| High Accuracy & High Carbon Disc Rotor (for 18in wheel) | |||
 |
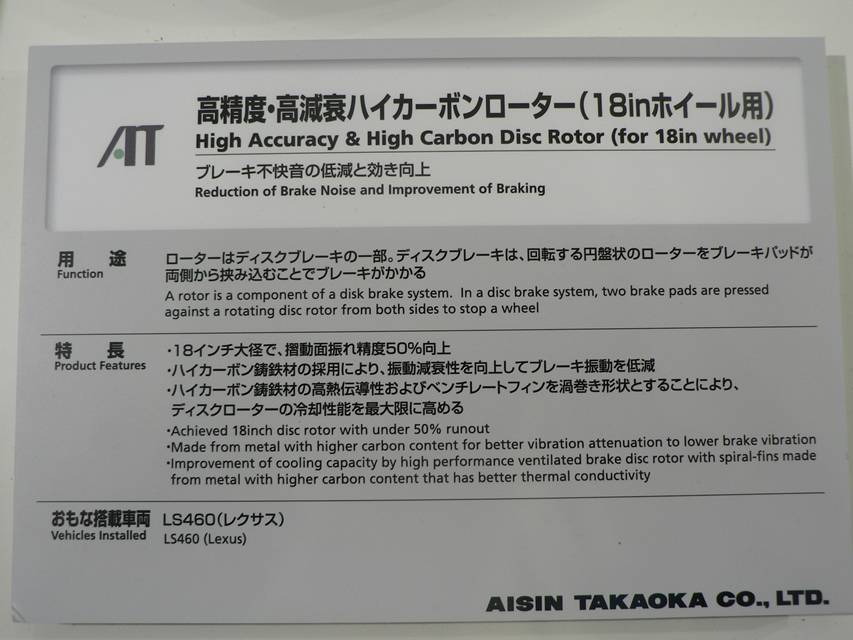 |
Image1 Image2 (Comparison between high carbon and conventional materials) |
Vehicles Installed: LS460 (Lexus) Production Factory: Kira Plant |
| Integral Oil Pump Body with Valve Body | |||
 |
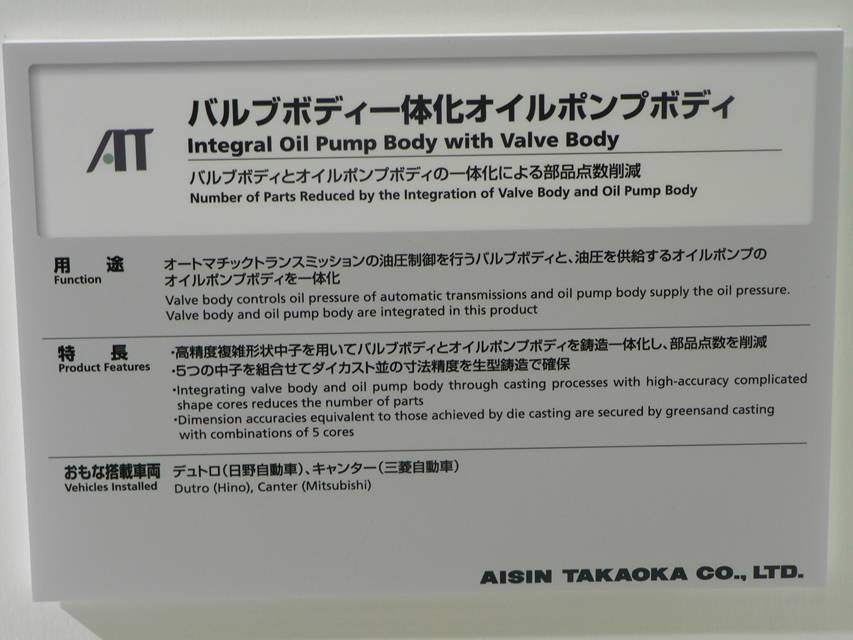 |
Image | Vehicles Installed: Dutro (Hino), Canter (Mitsubishi) |
| Shaft Rotor for Hybrid Vehicles | |||
 |
 |
Image | Vehicles Installed: Harrier Hybrid, Kluger Hybrid, Estima Hybrid, Camry Hybrid (Toyota) |
| Differential Case | |||
 |
 |
Image | Vehicles Installed: Camry, Land Cruiser (Toyota) |
| High temperature resistance cast steel exhaust manifold compound with bellows | |||
 |
 |
Image | Vehicles Installed: Axela, MPV, Atenza, CX-7 (Mazda) Production Factory: Toyota (Head) Plant |
| Niresist Cast Iron Turbine Housing | |||
 |
 |
Image | Vehicles Installed: Land Cruiser (Toyota) |
| High Heat Resistant "Vanadium Cast Iron" Exhaust Manifold | |||
 |
 |
Image | Vehicles Installed: Every (Suzuki), Coaster (Toyota) |
| Aluminum Die Casting Oil Pump Cover | |||
 |
 |
Image | Vehicles Installed: Mark X (Toyota) |
| SUS Exhaust Manifold | |||
 |
 |
Image1 Image2 |
Vehicles Installed: Corolla (Toyota) |
| "Die Quench" Bumper Reinforcement | |||
 |
 |
Image1 Image2 |
Vehicles Installed: Vitz, Corolla [for Europe] (Toyota), Roadster, MPV (Mazda) |
JSAE 2006
Exhibits were focused on materials and processing techniques.
<Exhibition Highlights>
Materials
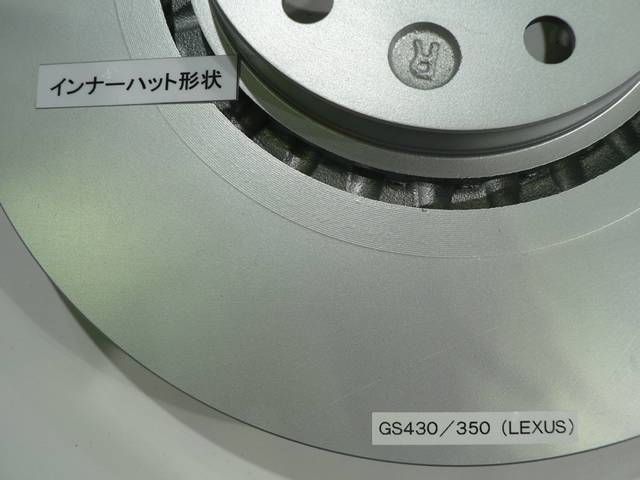
High Carbon Disc Rotor
-Made from metal with higher carbon content for better vibration attenuation and thermal conductivity
-Reduction of Brake Noise and Improvement of Braking
-Improvement of cooling capacity by high performance ventilated brake disc rotor with spiral-fins
-Installed on New Camry (Image1 , Image2) , Lexus GS430/350 (Image3 , Image4)
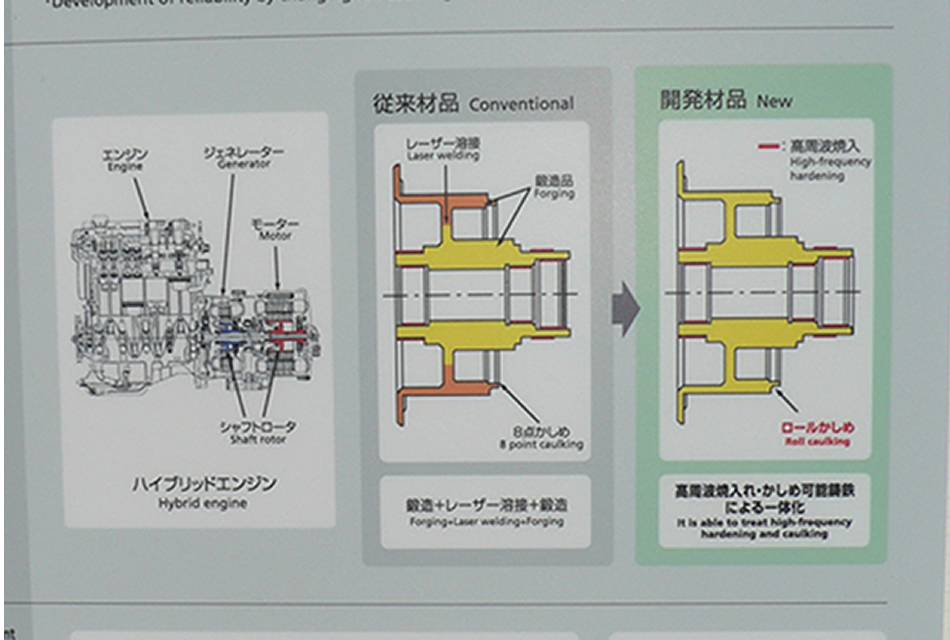
Shaft Rotor for Hybrid Vehicle
-Changing one piece casting from forging and welding. It is able to treat high-frequency hardening and caulking
-Development of reliability by changing roll caulking from 8 point caulking >>>Technical Information
-Installed on Harrier HV , Kluger HV >>>Image
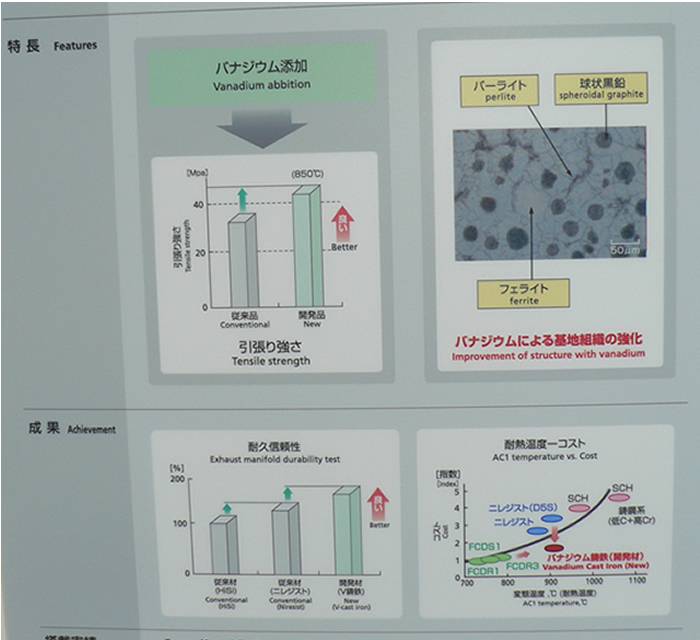
High Heat Resistant " Vanadium Cast Iron " Exhaust Manifold
-Improved high heat strength of cast iron by high silicon and vanadium addition
>>>Technical Information
-Cost reduction replacing high cost Niresist(D55) with vanadium cast iron
-Received the SAE Award and Ichimura Industry Award for 2005
-Installed on Every (Suzuki) , Coaster (Toyota) >>>Image
Processing techniques
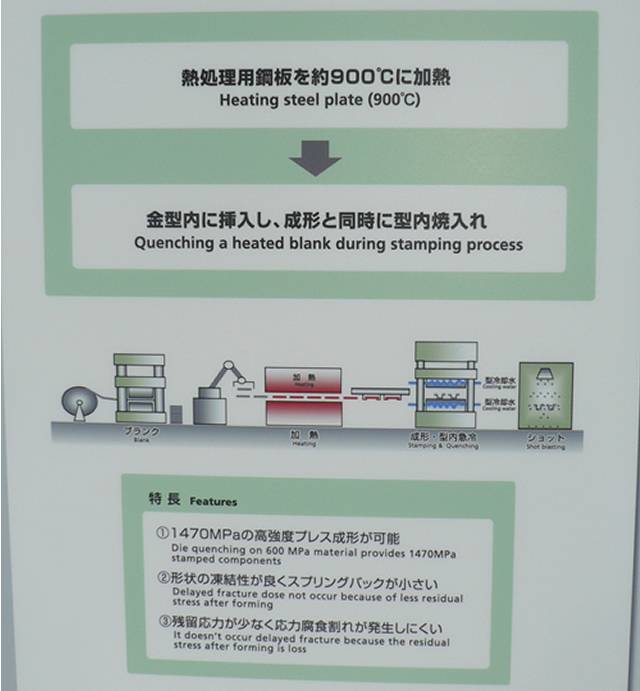
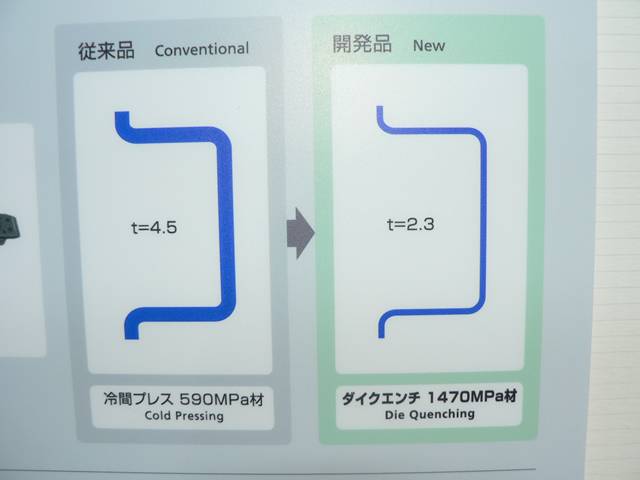
Die Quench Process
-After heating a steel plate to about 900 degrees C, the plate is inserted to a die and then quenched and formed simultaneously
| Features | ||
| 1. | Die quenching on 600MPa material provides 1470MPa stamped components >>>Technical Information |
|
| 2. | Delayed fracture dose not occur because of less residual stress after forming | |
| 3. |
It does not occur delayed fracture because the residual stress after forming is loss |
|
-Strength of ultra high tensile strength steel (1470MPa)
Door beams produced by this Die Quench Process are adopted by most of Mazda and Daihatsu models.
Tokyo Motor Show 2004
Exhibited Products
<Body>
"Die Quench" A Pillar Reinforcement
-Achieved low cost, and lightweight by deep drawing through "Die Quench" process
-Achievement of equal strength with high tensile strength steel (1500 MPa) by quenching a heated blank simultaneously with stamping
"Die Quench" Door Beam
-Low cost & lightweight
-Achieved equal strength with high strength materials (1500 MPa) through quenching a heated blank simultaneously with stamping
"Die Quench" Bumper Reinforcement
-Achieved low cost and lightweight by "Die Quench" process bumper reinforcement
-Achievement of equal strength with high tensile strength steel (1500 MPa) by quenching a heated blank simultaneously with stamping
Rear Suspension Member (Hydroforming)
-Achievement of integration pipe, light weight and low cost by adoption of hydroforming process for thin wall zinc coated steel (t = 1.6 mm)
-It is possible to pierce at the same time (hydro-piercing)
<Brake & Chassis>
High Carbon Disk Rotor
-Made from metal with higher carbon content for better vibration attenuation and thermal conductivity
-Improvement cooling capacity by high performance ventilated brake disk rotor with spiral-fins
Disk Rotor (for Large Trucks)
-Hot tearing disability and lower cost achieved, through the application of high strength, high thermal conductivity cast iron material
-Reduction in cost through cast iron
High Accuracy and Lightweight Front Corner Brake Unit
-Improved brake judder, improved accuracy of run-out by finish processing after assembly
-Lightweight steering knuckle using developed "Diffused Boundary cast iron"
Aluminum Caliper with Rheo-Cast Process
-Aluminum caliper with higher stiffness, lower cost, and near net shape is attained through rheo-cast process
<Engine>
High Performance Exhaust Module
-Exhaust module consists of exhaust manifold, catalyst and branch
-Achievement of low emission, high power, low cost and lightweight by low heat capacity
High Heat Resistant "Vanadium Cast Iron" Exhaust Manifold
-Improved high heat strength of cast iron by high Si and V addition
-Cost reduction replacing high cost Niresist D5S to vanadium cast iron
Stainless Steel-Cast Iron Exhaust Manifold (for Truck)
-Improvement of reliability by absorption of thermal stress
-Achievement of low cost through welding stainless steel bellows and cast iron
<Body>
"Die Quench" A Pillar Reinforcement
-Achieved low cost, and lightweight by deep drawing through "Die Quench" process
-Achievement of equal strength with high tensile strength steel (1500 MPa) by quenching a heated blank simultaneously with stamping
"Die Quench" Door Beam
-Low cost & lightweight
-Achieved equal strength with high strength materials (1500 MPa) through quenching a heated blank simultaneously with stamping
"Die Quench" Bumper Reinforcement
-Achieved low cost and lightweight by "Die Quench" process bumper reinforcement
-Achievement of equal strength with high tensile strength steel (1500 MPa) by quenching a heated blank simultaneously with stamping
Rear Suspension Member (Hydroforming)
-Achievement of integration pipe, light weight and low cost by adoption of hydroforming process for thin wall zinc coated steel (t = 1.6 mm)
-It is possible to pierce at the same time (hydro-piercing)
<Brake & Chassis>
High Carbon Disk Rotor
-Made from metal with higher carbon content for better vibration attenuation and thermal conductivity
-Improvement cooling capacity by high performance ventilated brake disk rotor with spiral-fins
Disk Rotor (for Large Trucks)
-Hot tearing disability and lower cost achieved, through the application of high strength, high thermal conductivity cast iron material
-Reduction in cost through cast iron
High Accuracy and Lightweight Front Corner Brake Unit
-Improved brake judder, improved accuracy of run-out by finish processing after assembly
-Lightweight steering knuckle using developed "Diffused Boundary cast iron"
Aluminum Caliper with Rheo-Cast Process
-Aluminum caliper with higher stiffness, lower cost, and near net shape is attained through rheo-cast process
<Engine>
High Performance Exhaust Module
-Exhaust module consists of exhaust manifold, catalyst and branch
-Achievement of low emission, high power, low cost and lightweight by low heat capacity
High Heat Resistant "Vanadium Cast Iron" Exhaust Manifold
-Improved high heat strength of cast iron by high Si and V addition
-Cost reduction replacing high cost Niresist D5S to vanadium cast iron
Stainless Steel-Cast Iron Exhaust Manifold (for Truck)
-Improvement of reliability by absorption of thermal stress
-Achievement of low cost through welding stainless steel bellows and cast iron
 Japan
Japan USA
USA Mexico
Mexico Germany
Germany China (Shanghai)
China (Shanghai) Thailand
Thailand India
India
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}